Material requirements planning (MRP) is a production planning, scheduling, and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, but it is possible to conduct MRP by hand as well.
An MRP system is intended to simultaneously meet three objectives:
- Ensure materials are available for production and products are available for delivery to customers.
- Maintain the lowest possible material and product levels in store
- Plan manufacturing activities, delivery schedules and purchasing activities.
MRP was the earliest of the integrated information systems dealing with improvements in productivity for businesses with the use of computers and software technology to provide meaningful data to managers. With the advent of such systems, production efficiency could be greatly improved. As the analysis of data and the technology to capture it became more sophisticated, more comprehensive systems were developed to integrate MRP with other aspects of the manufacturing process.
Evolution
Prior to MRP, and before computers dominated industry, reorder point (ROP)/reorder-quantity (ROQ) type methods like EOQ (economic order quantity) had been used in manufacturing and inventory management.
In 1964, as a response to the Toyota Manufacturing Program, Joseph Orlicky developed material requirements planning (MRP). The first company to use MRP was Black & Decker in 1964, with Dick Alban as project leader. Orlicky’s 1975 book Material Requirements Planning has the subtitle The New Way of Life in Production and Inventory Management. By 1975, MRP was implemented in 700 companies. This number had grown to about 8,000 by 1981.
In 1983, Oliver Wight developed MRP into manufacturing resource planning (MRP II). In the 1980s, Joe Orlicky’s MRP evolved into Oliver Wight’s manufacturing resource planning (MRP II) which brings master scheduling, rough-cut capacity planning, capacity requirements planning, S&OP in 1983 and other concepts to classical MRP. By 1989, about one third of the software industry was MRP II software sold to American industry ($1.2 billion worth of software).
Historically, MRP was not as widely spread in Japan as it was in Europe and the United States. This may have been because there was a gap between the ideal factory and the actual factory and that lead to the development of “KKD” (“kan” meaning sense, “keiken” meaning experience, and “dokyo” meaning courage) to respond to the reality of the shop floor. The planning system of supply chain management emerged as a form of planning that replaced the “KDD” part with information technology that furthered scientific planning. JIT (Just-in-Time) is a constraint-based process management system. If we replace the word “constraint” with “reality”, most Japanese companies will respond that it makes sense. However, in Europe and the U.S., since the planning system was developed from an MRP-based ideal factory model, the concept of “constraints” is regarded as a fresh and new concept. TOC (Theory of Constraints), is a methodology that caused, together with Japan’s TQC (Total Quality Control), a paradigm shift for production management in the U.S. in the 1980s.
Important concepts in MRP
Dependent demand vs independent demand – Independent demand is demand originating outside the plant or production system, while dependent demand is demand for components. The bill of materials (BOM) specifies the relationship between the end product (independent demand) and the components (dependent demand). MRP takes as input the information contained in the BOM.
The basic functions of an MRP system include: inventory control, bill of material processing, and elementary scheduling. MRP helps organizations to maintain low inventory levels. It is used to plan manufacturing, purchasing and delivering activities.
“Manufacturing organizations, whatever their products, face the same daily practical problem – that customers want products to be available in a shorter time than it takes to make them. This means that some level of planning is required.”
Companies need to control the types and quantities of materials they purchase, plan which products are to be produced and in what quantities and ensure that they are able to meet current and future customer demand, all at the lowest possible cost. Making a bad decision in any of these areas will make the company lose money. A few examples are given below:
- If a company purchases insufficient quantities of an item used in manufacturing (or the wrong item) it may be unable to meet contract obligations to supply products on time.
- If a company purchases excessive quantities of an item, money is wasted – the excess quantity ties up cash while it remains as stock that might never be used at all.
- Beginning production of an order at the wrong time can cause customer deadlines to be missed.
MRP is a tool to deal with these problems. It provides answers for several questions:
- What items are required?
- How many are required?
- When are they required?…
MRP can be applied both to items that are purchased from outside suppliers and to sub-assemblies, produced internally, that are components of more complex items.
Data – The data that must be considered include:
- The end item (or items) being created. This is sometimes called independent demand, or Level “0” on BOM (bill of materials).
- How much is required at a time.
- When the quantities are required to meet demand.
- Shelf life of stored materials.
- Inventory status records. Records of net materials available for use already in stock (on hand) and materials on order from suppliers.
- Bills of materials. Details of the materials, components and sub-assemblies required to make each product.
- Planning data. This includes all the restraints and directions to produce such items as: routing, labor and machine standards, quality and testing standards, pull/work cell and push commands, lot sizing techniques (i.e. fixed lot size, lot-for-lot, economic order quantity), scrap percentages, and other inputs.
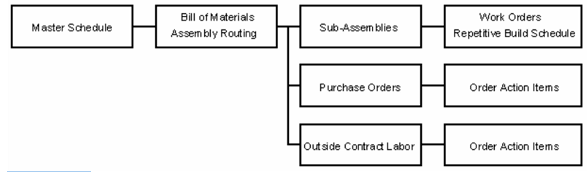
Outputs – There are two outputs and a variety of messages/reports:
- Output 1 is the “Recommended Production Schedule.” This lays out a detailed schedule of the required minimum start and completion dates, with quantities, for each step of the Routing and Bill Of Material required to satisfy the demand from the master production schedule (MPS).
- Output 2 is the “Recommended Purchasing Schedule.” This lays out both the dates on which the purchased items should be received into the facility and the dates on which the purchase orders or blanket order release should occur in order to match the production schedules.
Messages and reports:
- Purchase orders. An order to a supplier to provide materials.
- Reschedule notices. These recommend cancelling, increasing, delaying or speeding up existing orders.
Methods to find order quantities – Well-known methods to find order quantities are:
- Dynamic lot-sizing
- Silver–Meal heuristic
- Least-Unit-Cost heuristic
Lumpy Demand
Manufacturing is often done intermittently in lots or models of one or the other kind. The components or parts of a finished product are only required during the manufacturing of the product. Therefore, there could be huge demands for inventory occasionally and none at other times, which makes the demand ‘lumpy’. When the demand comes in large gaps, it is called lumpy demand. MRP plays a great role in dealing with lumpy demand-driven inventory situations.
Lead Time
The lead time of a particular activity is the time that should be allowed to execute that activity from start to finish. For instance, the lead time in manufacturing activity is divided into ordering and manufacturing lead time. Ordering lead time indicates the time required from initiating the purchase requisition to the receipt of the item from the vendor. If the item being raw material is stocked by the vendor, the ordering lead time would be considerably short. If the item is manufactured by the vendor, the lead time would be significant, say several months. On the other hand, manufacturing lead time indicates the time required to process the portion through the series of machines mentioned on the route sheet. It comprises both the operation time as well as the non-productive time to be allowed. In case of MRP, lead times determine initiation dates for the assembly of final products and sub-assemblies to order raw materials and produce component parts. Various individual lead times of inventories making up to the product, is another factor that influences the requirements for materials. Since the component item order needs to be completed before the parent item order could be started, the back-to-back lead times of the order that the four items will consume, can be added up to identify the cumulative lead time.
Common Use Items
In case of manufacturing of products, one raw material is generally used to manufacture more than one type of component. For instance, finished product X is to be manufactured and for which component A is needed, which further requires component B, component B requiring other three components of which C needs D and D needs E, which could be a raw material. The end item E is also needed to produce N, S and T, and therefore, E manufactures two varied components of the finished product X. The MRP is responsible for collecting these common use items from varied products to influence economies in ordering raw materials and manufacturing components.
Time Phasing
This signifies adding time schedule to material inventory position by recording and storing details on either planning periods or particular dates, with which the relevant quantities are linked. These details could be expanded by incorporating data on demand and availability of materials. You can make use of the classic inventory status equation, as follows:
a + b – c = x
Where, ‘a’ is available quantity, ‘b’ is quantity on order, ‘c’ is quantity required and ‘x’ is quantity available for future use. ‘c’ can be derived from customer orders or future forecasts or calculation of dependent demand. ‘x’ needs to be calculated.
If ‘a’ is negative, it shows low coverage and the need to place a new order. Time phasing usually means developing the time details to answer the following:
- Time due on quantity on order (‘b’), and if it is a single or multiple order
- Time when there could be shortage of stock
- Time when the replenishment order should be completed
- Time when the order should be released
MRP helps in calculating the item demand and time phasing for the inventory.
Closed Loop MRP’
A system used for production planning and inventory control, with an information feedback feature that enables plans to be checked and adjusted. Closed Loop MRPs synchronize the purchasing or materials procurement plans with the master production schedule. The system feeds back information about completed manufacture and materials on hand into the MRP system, so that these plans can be adjusted according to capacity and other requirements. The system is called a closed loop MRP because of its feedback feature, which is also referred to as closing the loop.
Closed loop MRP systems are considered to be second-generation systems, and have since being supplanted by manufacturing resource planning (MRP II) and enterprise resource planning (ERP) systems. While MRP systems were primarily concerned with materials used in the manufacturing process, MRP II and ERP systems integrated additional aspects including finance and human resources.
